寻找监控生产工艺的测量设备:测量系统分析方法
摘要:本文将简要概述相关术语,介绍典型分析实例——使用涂魔师ATO非接触检测汽车扭转减振器上粘胶剂涂层厚度,证明涂魔师有效监控生产工艺,稳定产品质量
摘要:本文将简要概述相关术语,介绍典型分析实例——使用涂魔师ATO非接触检测汽车扭转减振器上粘胶剂涂层厚度,证明涂魔师有效监控生产工艺,稳定产品质量
摘要
您想知道当前使用的测量设备是否适合监控生产工艺?
本文将简要概述相关术语,并介绍典型分析实例——非接触检测汽车扭转减振器上粘胶剂涂层厚度。
正文
扭转减振器能保护内燃机中的动力传动系统免受峰值载荷的影响,峰值载荷在从活塞到曲轴的类似冲击的传递过程中发生。它由一个金属轮毂和一个由橡胶元件连接的飞轮所组成。橡胶和金属通过膜厚只有百分之几毫米的粘胶剂涂层粘合在一起。

Winkelmann Powertrain德国威克迈集团生产的扭转减振器横截面
确定测量仪器的精度
在分析测量设备之前,我们先明确该设备的精度是否满足生产工艺的测量要求。
测量设备的精度要大于容差范围(合格范围的上限值-下限值)的5%。这是精确得出测量结果的前提。
分析实例
粘胶剂涂层膜厚指定合格范围为20±5微米,则容差范围为10微米,容差范围的5%等于0.5微米。对于扭转减振器应用,测厚设备在整个测量范围内的精度要大于0.5微米。
精度及重复性
使用具有已知校正值的校正样品(本文分析实例采用的是涂层厚度)。至少需要测量该校正样品25次,每次测量后都放回原处。根据测量值的标准偏差和系统测量偏差,计算出Cg值。
上述方法能通过使用涂魔师Flex手持式膜厚分析仪进行非接触式测量涂层厚度来进行实验验证。
涂魔师 Flex手持式膜厚分析仪采用ATO技术,利用氙灯对涂层进行短暂脉冲加热,内置高速红外传感器测量涂层表面温度变化趋势。通过物理模型函数最终定量确定膜厚测量数据,并将测量值安全存储在云端中,不限内存限制。

视频1向我们演示了使用涂魔师Flex对粘胶剂涂层厚度进行重复性测量。
使用涂魔师Flex对扭转减振器飞轮上的粘胶剂涂层厚度进行重复性测量。
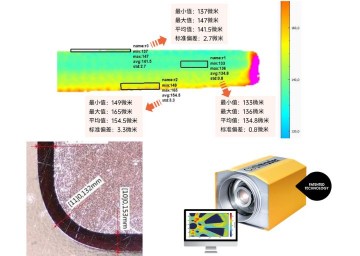
如下图2所示,蓝点代表涂魔师Flex测量粘胶剂涂层厚度的一系列测量值。为了清晰对比,使用橙色点代表使用接触式磁感应测厚仪进行的一系列膜厚测量值。

使用涂魔师Flex(蓝点)和接触式测厚仪(橙点)重复测量粘胶剂涂层厚度
两种测厚方法的平均值均在20微米上下波动。涂魔师 Flex非接触膜厚分析仪和磁感应接触式测厚仪的标准偏差(对应于一次测量的误差)分别为0.18和1.6。
若在样品上准确标记测试位置,涂魔师Flex的标准偏差甚至能达到0.05微米以下。涂魔师的标准偏差能如此小,是因为涂魔师的测试区域是直径为2mm的圆,膜厚计算方式采用在测试区域中取涂层厚度平均值。另外,涂魔师非接触膜厚分析仪无需严格控制测量角度和测量距离。
为了进一步确认测量方法是否适用,现确定两种测厚设备的Cg值。根据博世(Bosch)第十版手册计算,公式如下:

公式中的T表示容差范围(上限值-下限值) ;Sg表示标准偏差
在博世Bosch规范中,对产品质量控制要求规定只能使用Cg值大于1.33的测量设备。
由于粘胶剂涂层膜厚容差范围T为10微米,而涂魔师Flex的标准偏差为0.18,那么它的Cg值为1.9(大于1.33)。显然,涂魔师Flex适用于检测控制扭振减振器粘胶剂涂层涂装工艺。
相比之下,接触式测厚仪的Cg值只有0.2(小于1.33),因此不能作为合适的测厚仪器使用。
结论
希望本文能帮助您检查测量设备是否基本适用于更快速更简便来监控您的生产工艺,稳定产品质量。


留言-关于[ 寻找监控生产工艺的测量设备:测量系统分析方法 ]您还想了解什么?